Gouge de sculpture : choisir et régler le cintre pour sublimer votre travail

Dans l’atelier d’un sculpteur ou d’un tourneur, la gouge est le prolongement direct de la main. Contrairement au ciseau à bois classique, elle se distingue par sa forme concave, capable de modeler les courbes, d’ébaucher des volumes ou de graver des détails avec précision. Que vous travailliez sur un bas-relief ou que vous évidiez un bol, le choix de cet outil détermine la qualité de la finition et votre confort de travail.
Comprendre la morphologie d’une gouge
Choisir une gouge demande d’équilibrer la courbure, appelée cintre, et la robustesse de l’acier. Une mauvaise interprétation de ces caractéristiques transforme une séance de sculpture en lutte contre les fibres du bois.
Le système des séries et la numérotation
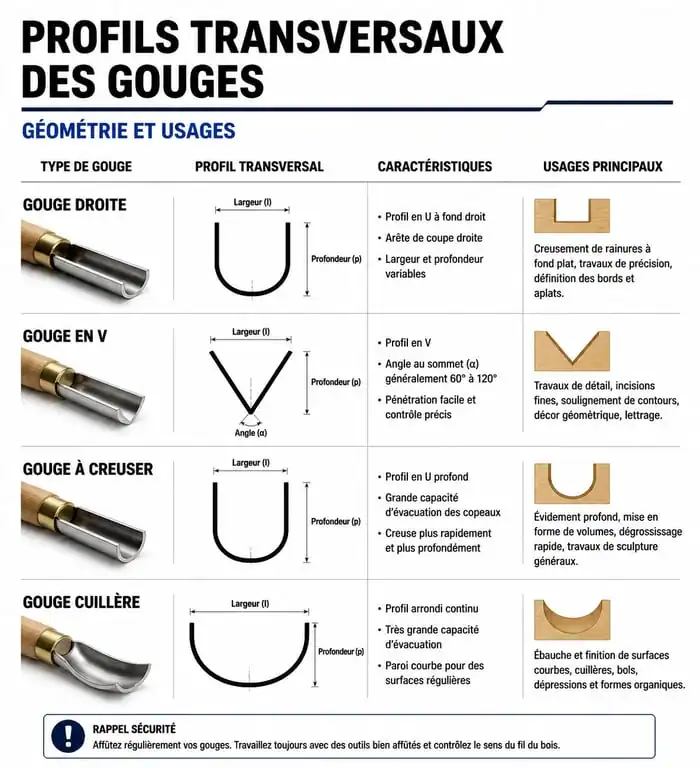
La plupart des fabricants utilisent une numérotation standard pour définir la profondeur de la courbure. Plus le numéro du cintre est élevé, plus la gouge est « fermée » ou incurvée. Une gouge de série 3 est presque plate, idéale pour les surfaces légèrement galbées. À l’inverse, une série 9 ou 11 présente une forme de « U » très prononcée, parfaite pour retirer de grandes quantités de matière ou créer des rainures profondes.
Ne confondez pas la largeur de l’outil avec son cintre. Une gouge de 10 mm en série 3 ne se comporte pas comme une gouge de 10 mm en série 8. La première lisse la surface, tandis que la seconde s’enfonce pour creuser.
Acier au carbone ou acier rapide (HSS)
La qualité de la coupe dépend de la capacité de l’acier à conserver son tranchant. Les outils anciens, souvent forgés dans un acier au carbone, offrent une finesse de coupe supérieure mais exigent des affûtages fréquents. Les gouges modernes en acier rapide (HSS) sont privilégiées pour le tournage, car elles résistent mieux à la chaleur générée par la friction contre le bois en rotation.
| Type de Gouge | Forme de la lame | Usage principal | Avantage |
|---|---|---|---|
| Gouge droite | Légèrement courbe | Ébauche et lissage | Polyvalence |
| Gouge en V | Angulaire | Gravure et tracés | Précision |
| Gouge à creuser | U profond | Tournage de bols | Évacuation copeaux |
| Gouge cuillère | Coudée | Zones concaves | Accessibilité |
L’art de l’affûtage et du maintien du tranchant
Une gouge qui ne coupe pas est dangereuse. Elle nécessite une force excessive qui entraîne des dérapages. L’affûtage est plus complexe que celui d’un ciseau car il faut respecter la courbure intérieure tout en créant un biseau extérieur régulier.
Le démorfilage, étape indispensable
Après le passage sur la pierre, un résidu de métal appelé « morfil » se forme sur le tranchant. Il est impératif de démorfiler l’intérieur de la gorge. Sans cette étape, l’outil accroche le bois. Utilisez des pierres d’Arkansas profilées ou des disques de feutre enduits de pâte à polir pour obtenir un tranchant net.
La longévité du tranchant dépend de la structure cristalline de l’acier et de la régularité de l’angle d’affûtage. Évitez de « bleuir » l’acier lors du meulage, car une surchauffe rend la pointe cassante ou trop tendre. Refroidissez régulièrement la lame et respectez la progression des grains de pierre pour obtenir un fil capable de pénétrer le bois sans effort.
Maintenir l’angle de biseau
L’angle du biseau, généralement compris entre 25° et 35°, s’adapte à la dureté du bois. Un angle aigu pénètre mieux les bois tendres comme le tilleul, mais s’émousse rapidement sur du chêne ou de l’ébène. En tournage, on opte souvent pour un biseau plus robuste ou un affûtage « en ongle » pour les gouges à profiler.
Les différents types de gouges selon les disciplines
Chaque métier du bois possède ses variantes ergonomiques. Utiliser une gouge de sculpteur sur un tour à bois est inefficace et risqué.
La gouge de sculpture traditionnelle
Elle se compose d’un manche court et d’une soie protégée par une virole. Ces outils sont conçus pour être poussés à deux mains ou frappés au maillet. Les modèles « fleur de sel », très fins, servent aux finitions délicates où la moindre trace d’outil doit être évitée.
La gouge de tournage
Les gouges de tournage possèdent des manches longs, parfois jusqu’à 50 cm, indispensables pour contrer la force du bois en rotation. La section de l’acier est plus épaisse. On distingue la gouge à dégrossir, large et en U, de la gouge à creuser, souvent taillée dans un barreau d’acier plein pour une rigidité maximale.
La gouge de gravure
Plus petite, elle se tient dans la paume. Ici, la précision prime sur la puissance. Les gouges en V délimitent les zones d’encrage, tandis que les petites gouges en U évident les blancs. La qualité du tranchant doit être absolue pour éviter d’arracher le support.
Sécurité et gestuelle au travail
La règle d’or est de ne jamais placer une main devant le tranchant. L’utilisation d’étaux, de valets d’établi ou de fixations mécaniques est obligatoire pour travailler en toute sécurité.
Le contrôle de la trajectoire
Utilisez une main pour guider la pointe et l’autre pour fournir l’impulsion ou tenir le maillet. En ancrant vos avant-bras ou vos coudes contre votre corps ou l’établi, vous créez un système de leviers stables. Cette technique améliore la précision et limite l’amplitude d’un dérapage si l’outil rencontre un nœud dans la fibre du bois.
Stockage et protection
Un simple choc entre deux lames dans un tiroir crée une brèche invisible mais dommageable pour vos finitions. Utilisez des trousses en cuir, des râteliers en bois ou des capuchons de protection. Appliquez un léger film d’huile de camélia ou de cire sur la lame pour prévenir l’oxydation, surtout dans un environnement humide.
En investissant dans des gouges de qualité et en maîtrisant leur entretien, vous transformerez votre approche du travail manuel. L’outil devient alors un partenaire efficace pour donner vie aux formes les plus complexes.
- Paroi de douche sous pente : le pan coupé, le verre 8 mm et les mesures qui comptent - 21 juillet 2026
- Histoire d’intérieur : showroom, plans 2D et mobilier sur mesure avant de choisir - 21 juillet 2026
- Bureau non réglable : le repose-pieds qui corrige la hauteur d’assise et soulage les jambes - 20 juillet 2026